
 English
English Japanese
Japanese

青岛久新众力机械有限公司
联系人:姜经理
手机:130-2651-2771
座机:0532-83500572
传真:0532-83500573
邮箱:yy@jiuxingroup.cn
地址:山东省青岛市即墨区通济经济新区城马路91号

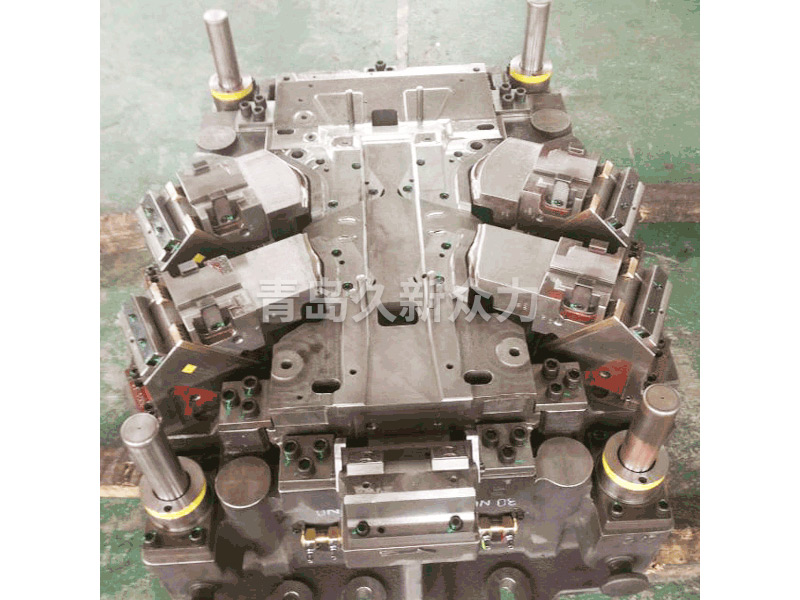
汽车冲压模具对于汽车制造业来说十分重要,模具最初设计、生产过程以及后期的维修都是必须研究的重点。
汽车冲压模具设计考虑的因素

1、满足冲压工艺要求
汽车覆盖件冲压模具主要注意以下几点:
一、是工序数学模型名称以及对应的版本号是否相符并且正确;
二、是采用的压力机型号规格是否满足使用的要求;
三、是模具的外形尺寸是否符合技术要求,特别是闭合高度是否符合规定;
四、是注意毛坯的方向和工件的方向;
五、是坯件的定位要求;
六、是部分起重装置和卸除装置的形式;
七、是废料的去除方式和传送方向。
2、安装调试方便
冲压模具的安装调试是所有工作中的最重要的工作之一,为便于安装调试,应在要调试模具上安装调试设备和结构。
主要包括:
一、冲模在压力机上安装定位结构;
二、压模在压力机上安装压实位置和压实结构;
三、模具的行程限制器
精度检测平台,有时实际的压力模型和委托压力模型是不同的。在设计这两种压力机时,应考虑设计参数。
3、运行过程安全可靠
冲压模具在使用中,各个部件都必须安全可靠的运行,不能有任何松动位移。活动部件跟踪稳定,要有准确、可靠的定位。除了有机械强度保护其功能的零件以外,装配也必须准确定位和安全夹紧。安全是模具设计者必须关注的问题,移动部件和固定部件之间必须有安全间隙,安全间隙不仅要考虑人身安全,还要考虑模具和机床的安全。如有必要,应该设置一个专门的安全设施,如防护板、安全阻隔网等。
汽车冲压模具的维修
1、模具损坏
模具损坏的一般形式有模具开裂、破损和涨裂等情况,如果想要把模具损坏问题彻底解决,那就必须从模具设计、制造工艺和使用3个阶段去寻找原因。
对模具的制造材料是否满足要求以及加热制造过程是否合理,是必须进行检查的。一般来说,材料热处理的工艺对模具的质量有决定性影响。
假如制造模具时,淬火达到的温度高于规定值,进行的方法和淬炼时间不符合要求,回火次数选择不当,这些都会导致冲压生产后模具损坏。
孔设计的尺寸和深度与初始设计值不相符,极易导致孔槽在模具制造过程中发生堵塞,从而最终导致跌落板损坏。
孔设计的尺寸和深度与初始设计值不相符,极易导致孔槽在模具制造过程中发生堵塞,从而最终导致跌落板损坏。
没有足够的缓冲部件或是固定螺栓强度不达标,会直接致使冲头掉落或折断。
模具在现实过程使用中,零件位置、零件安装方向存在误差、螺栓没能够紧固、工作台的高度降低、送料设备和压力机发生异常故障,都会对模具造成严重的损坏。
如果异物进入模具而没有得到及时的清理,再继续工作生产,很容易使模具的冲裁板、冲床、下部模板和导轨柱损坏。
2、卡模
在模具冲压过程中,如果出现了模具发生合模不灵活甚至卡死现象时,就必须马上停止一切生产活动,寻找出故障原因,对故障进行清除。不然故障导致的后果将无法估量。
引起卡模故障的主要原因有:
送料机送距、压料、放松调整不当;
生产中送距产生变异;
送料机故障;
材料弧形,宽度超差,毛边较大;
模具冲压异常,镰刀弯引发;
导料孔径不足,上模拉料;
折弯或撕切位上下脱料不顺;
导料板之脱料功能设置不当;
材料太薄,送进过程中发生翘曲;
模具架设不当,与送料机垂直度偏差较大。
发生上述状况时,要对模具进行重新调整并及时维修。要定时更换材料,控制进料质量,消除料带镰刀弯并维修冲导正孔凸、凹模。调整脱料弹簧力量,修改导料,防止出现料带上带情况。在送料机与模具间加设上下压料、上下挤料安全开关,必要时需重新架设模具。
3、翻边整形制件变形
在翻边整形过程中,经常会发生制件的变形。
一般情况下,如果变形发生在非表面件上,对制件的质量不会有太大影响。但如果是表面件,那就会非常严重,因为一点变形将给外观带来致命的质量缺陷,影响整车的外观。
制件在成形和翻边时,板料容易发生变形和转动,如果压料不紧就会发生变形。
即使在压料力够大的情况下,如果压料面表面凹凸不均匀,并且还存在空隙的话,也会造成上述状况的发生。如果真的发生了这种状况,就需加大压料力度。
如果使用的压料面是弹簧压料的话,可采用增加弹簧的方案;如果是上气垫压料,则应采用加大气垫压力的方案,加大压力后,如果在局部还有变形,可用红丹标示出问题点,检查是否有凹陷出现在压料面局部,并对压料板进行焊补。
版权所有 © 2022 青岛久新众力机械有限公司-非标自动化设备,汽车冲压模具,精密零件加工 友情链接:Higrade
